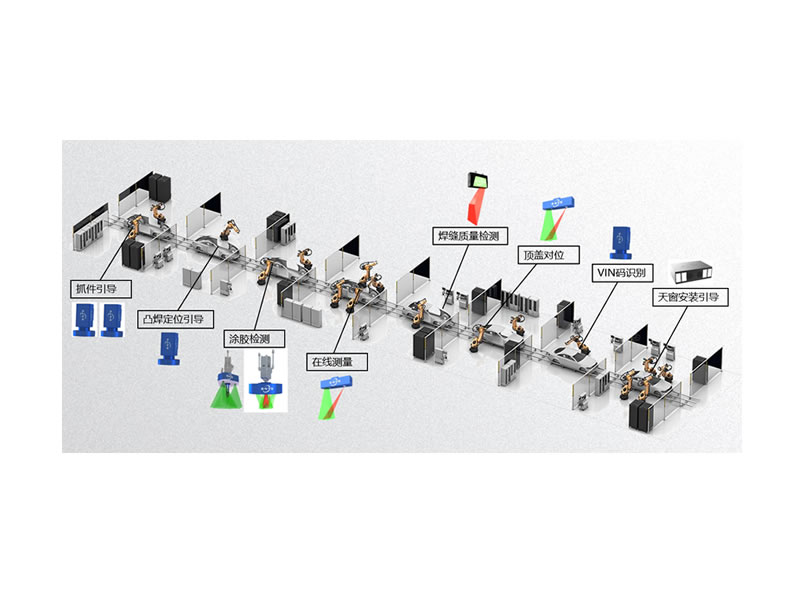
弧焊作为一种简单高效的连接方式,具有生产效率高,成本低等特点,广泛应用在汽车、船舶制造等领域。但在焊接过程中,由于受到环境、板材搭接、焊接速度等影响,极易产生位置偏移、气孔、裂纹、飞溅等焊接缺陷,通过人工检查的方式不仅效率低,且主观影响较大,极易发生漏检的情况,给产品质量带来风险。弧焊视觉质量检测因此应运而生。
100% 在线检测;
机器人式;
快速柔性的数据处理;
准确高效;
MIG/MAG/激光焊/CMT;
不同的板材(镀锌钢板,热成型钢板,铝);
适用不同类型的搭接形式;
焊缝质量缺陷识别(位置、高度、颜色、气孔、裂纹、飞溅等)


采用三维线激光传感器;
获取2D/3D的图像信息;
机器人柔性针对不同零件;
针对3D图像点云进行数据处理;

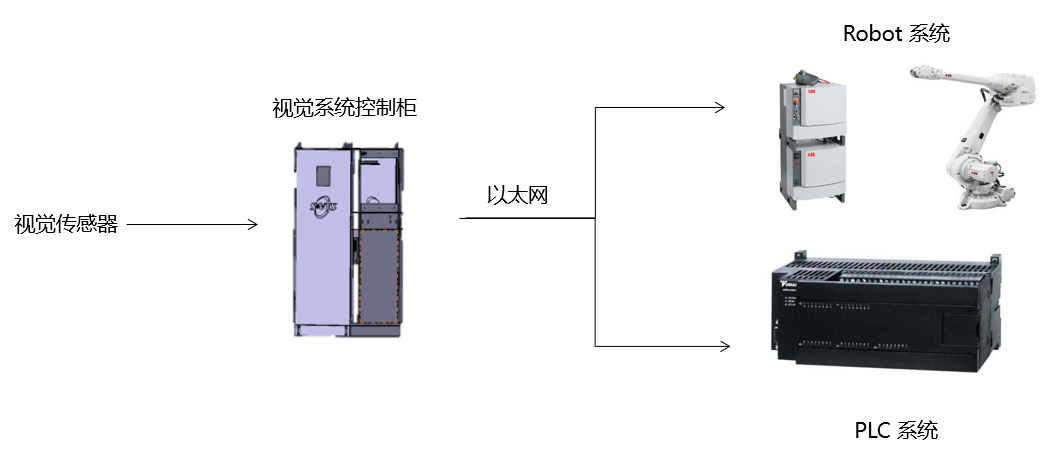
视觉引导系统连接分为两部分:测量传感器与视觉系统控制柜的连接、控制柜与机器人或PLC连接,示意图如下:
支持最高的检测速度;
同主流的机器人KUKA ABB Fanuc 安川;
高速视觉控制器进行处理;
采用以太网等进行通讯;



E34—180G 电阻焊工艺的通用焊接规范;
B13-1540 电弧焊工艺方法、焊缝验收标准;
B13-1530 MIG/MAG焊焊缝定义;
B13-1570 电弧焊填充材料焊丝;
B13-1340 激光熔焊接收标准;
B13-1310 激光焊焊接接头的定义;
01009_10_00491 弧焊PSA技术规范;